B’jour
Souder des fils ou les réunir par des manchons ou cosses à sertir est ici, une question récurrente dans le temps, où chacun y a répondu ici et la, mais de façon difficile à exhumer parmi la foule de posts où nous avons été amenés à donner notre avis et faire part de nos expériences
Je me suis permis de faire un copié de certaines des réponses que j’ai faites ici et la, pour permettre d’y voir un peu plus clair
Comme d’habitude je n’ai pas la prétention de connaître la vérité, toute la vérité, mais mon expérience professionnelle dans un domaine proche, m’autorise à en penser un peu quelque chose.
Les critiques corrections, commentaires et retour d’expériences sont bien sur les bien venus pour le bien de tous
C’est parti
Afin d'obtenir de bons contacts pour réunir deux fils, nous serions tentés de le faire par une soudure, méfiance, les soudures ont leurs limites, et doivent respecter une certaine mise en œuvre.
La soudure à l’étain de deux conducteurs ensemble est une solution, électriquement il n’y a pas mieux, cependant mécaniquement, c’est très insuffisant, mal mise en œuvre sur une machine soumise aux vibrations, comme le sont nos machines et le remède dans le temps peut être pire que le mal, je m’explique:
Les fils qui équipent nos machines sont des multi brins ordinaires, leur permettant d'être soumis aux vibrations classiques sans trop de dommages, et de fatigue dans le temps afin d'assurer un vieillissement correct de l'ensemble.
Quand vous soudez un tel fil à l'étain, par capillarité, l'étain en fusion va solidariser les brins de fils entre eux sur une certaine longueur, en rigidifiant l'ensemble ainsi étamé, ce qui fait que lors des vibrations, un effort de torsion important va se faire à l'endroit précis où l'on passe de la soudure rigide au multibrins souples, fragilisant ainsi, à cet endroit le fil, et occasionnant une rupture de ce fil à plus ou moins longue échéance (un isolant du fil blessé, altérant la rigidité du fil, peut aussi avec les vibrations et le temps provoquer sa rupture, attention donc à marquer le moins possible les fils).
Dans ces cas, soudures mal protégées isolant du fil blessé, la coupure est tellement franche que l’on pourrait croire qu’elle a été occasionnée par un outil coupant
Pour vous en rendre compte vous pouvez voir en son temps les problèmes de Lex06 ici, victime de fils soudés et qui se sont sectionnés par les vibrations pour se séparer définitivement sur un cahot
 https://z750.1fr1.net/pbs-meca-ou-elec-f1/pb-demarrage-souci-electrique-resolu-t174.htm
https://z750.1fr1.net/pbs-meca-ou-elec-f1/pb-demarrage-souci-electrique-resolu-t174.htmPour une jonction par soudure, afin de fidéliser cette épissure, il faut :
- Utiliser une première longueur de gaine rétractable que l’on fait dépasser de la soudure de 3 Cm environ sur le conducteur
- Mettre une seconde gaine rétractable plus courte par-dessus la première pour y faite un dégradé d’1 à 1,5 cm par rapport à chaque extrémité de la première gaine
Ceci afin de neutraliser en atténuant au maximum, les vibrations au niveau de chaque extrémité de la soudure.
Ce manchonnage à le même rôle que le manchon ce caoutchouc ou la spirale de fil d’acier qui protège pour les mêmes raisons la sortie du câble électrique de la plus part des outils électriques et des appareils ménagers que nous utilisons, pour limiter encore les mêmes effets, certains cordons durement sollicités sont même spiralés pour répartir les efforts de flexion sur une très grande longueur du fil conducteur.
Si on ne maîtrise pas bien la soudure, le mieux et le plus fiable à mon avis est d’utiliser un manchon à sertir pour réunir deux fils en respectant bien les procédures
A--le manchon métallique de la cosse ou du manchon de raccordement est serti sur la partie dénudée du fil
B--la partie isolante du manchon est sertie sur l'isolant du fil, afin que les efforts de flexions soient répartis
Le texte qui suit est une copie d’une réponse faite ici à la page 2
https://z750.1fr1.net/t773p15-faux-contact-sertissage-de-cosses-panne-demi-ic-ou-cdi-z750r?highlight=cossesLe brunissement d’un fil de cuivre est naturel mais pas très gênant sauf quand il faut raccorder ce conducteur, plus gênant pour un raccordement par soudure, car l’oxyde de cuivre forme un écran protecteur de ce métal, cet oxyde, le vert de gris, est conducteur, mauvais conducteur mais conducteur tout de même et très peu résistant mécaniquement, un simple grattage mécanique genre toile émeri en écartant les brins suffit à raviver les brins de cuivre afin de faire un soudure digne de ce nom. Personnellement je reste très prudent avec les décapants chimiques, dont les premiers résultats sont certes très efficaces, mais ils doivent être stabilisés et neutralisés chimiquement pour la suite
Je préfère un sertissage dans les règles de l’art d’une cosse isolée qui fait le reste, c'est-à-dire :
-Un premier sertissage, à la bonne dimension, sans écrasement exagéré, mais en compression, en respectant les diamètres, d’une part sur le conducteur en cuivre lui-même
-Suivi d’un second sertissage sur l’isolant du fil avec le bout de manchon réservé à cet usage.
Tout ceci pour :
-Etablir un bon contact mécanique et électrique entre le fil conducteur et la cosse, c’est ce que l’on veut faire
-Retenir la gaine du fil en cas de rétrain par traction sur ce fil par exemple
_Mais surtout, permettre au conducteur de garder au maximum sa flexibilité et sa souplesse, afin de le préserver d’une rupture par les vibrations, en effet la compression de la partie dénudée du conducteur par la cosse, rigidifie le fil conducteur à cet endroit, avec les vibrations du fil, celui-ci va se cisailler ici, alors que le sertissage avec le second manchon, avec des cosses de bonne qualité ou avec le plastique pour les autres, permet de limiter la flexion du fil au point de compression en faisant une sorte d’amortisseur si on peut dire.
L’idée d’étamer l’extrémité d’un conducteur pour le sertir part d’un bon sentiment pour luter contre l’oxydation du cuivre, sauf que la solution n’est pas durable dans le temps, car l’étain est un des métaux comme le plomb, qui de tasse avec le temps suite à une compression, ce qui fait que la liaison mécanique et électrique entre la cosse et le fil conducteur s’altère, sauf à réaliser un étamage fin brins par brins, mais ça il faut oublier pour les particuliers que nous sommes aussi doués que nous soyons
Maintenant, qu’en est il des faux contacts au niveau des cosses et/ou des borniers enfichables de raccordement qui équipent nos machines
Malgré la qualité des alliages utilisés (du laiton) ceux-ci vont s’oxyder avec le temps, peu, mais un peu tout de même, souvent un simple grattage mécanique sera suffisant pour raviver ces contacts, notamment en branchant ou en débranchant plusieurs fois ces borniers à base de cosses guidées par la structure de la prise, ce qui permet de contrôler visuellement l’état de ces prises au passage
Il arrive que, suite à des courants électriques conséquents, des cosses s’échauffent au niveau des contacts, ceci est dut :
-A un sous dimensionnement des cosses, les surfaces en contacts ne sont pas suffisamment importantes pour passer le courant demandé, la solution est de passer à des cosses plus appropriées
-A une déformation mécanique des cosses, la aussi les surfaces en appuis sont faibles, voir très faibles et le métal s’est altéré en s’échauffant allant jusqu'à limiter fortement la continuité électrique, dans ce cas, pas de demi mesures, le remplacement d’une façon ou d’une autre s’impose
Pour nos machines, dans la mesure du possible, pour des courants soutenus comme l’éclairage, il est préférable d’utiliser des cosses rondes de bonne qualité qui présentent une plus grande surface de contact, par rapports aux cosses plates qui compensent ces caractéristiques par un encombrement plus conséquent, des fois cela peut être utile de gagner de la place surtout quand on répare et que l’encombrement est un peu juste, il est par contre très utile de pouvoir alterner les types de cosses ce qui permet un détrompage efficace pour des interventions futures
Comment sertir de façon fiable les cosses ou manchons de raccordement
En premier, il faut choisir le type de cosse ou de manchon en fonction du raccordement à réaliser
Pour un raccordement par cosse, il faut veiller à sertir la cosse ayant la partie à nue, lorsqu’elle est déconnectée, du coté récepteur d’énergie et non du coté batterie, ainsi une déconnection accidentelle ou lors d’une opération de maintenance n’occasionnera pas un risque de court circuit avec la masse, avec toutes les conséquences qui peuvent en résulter
La section des fils
Les cosses en tout genre et les manchons sont repérés par couleur, ce n’est pas pour faire joli, mais les couleurs indiquent rapidement pour quelle section de fils ils sont destinés
Sur nos motos, excepté pour les câbles de la batterie et du démarreur, seul trois couleurs sont en mesure d’être employées
Le rouge pour des câbles allant de 0,5 à 1 mm carré soit en gauge 20 à 16 AWG pour les unités US
Le bleu pour les câbles allant de 1 à 2,5 mm carré soit en gauge 16 à 14 AWG
Le jaune pour les câbles allant de 4 à 6 mm carré soit en gauge 12 à 10 AWG ce qui devrais être rare sur nos machines
En règle générale :
Il faut acheter des cosses ou manchons de qualité, on trouve trop de mauvaises copies qui sont proposées à un prix alléchant sous blister, le sertissage obtenu en est de mauvaise qualité, le fil conducteur s’arrache sous une faible traction voir sous les vibrations répétées, imaginez les conséquences d’une rupture de continuité lors d’un dépassement sur une route en double sens
La pince à sertir doit aussi être de bonne qualité, les premiers prix ne sont que de pâles copies, comme bien souvent, d’outils efficaces, les branches ne sont pas rigides et ploient sous la pression lors du sertissage, les parties qui sertissent la cosse ne restent pas en face l’une de l’autre, il est impossible de faire du bon travail, une petite indication en passant, il faut fuir les pinces à sertir basiques qui n’ont pas de pinces coupantes en bout, mais proche des poignées de maintien, c’est déjà un signe mais pas le seul, une pince à sertir même basique coûte relativement cher, il y a une quarantaine d’année, la mienne, une AMP m’a coûté un peu plus de 300Fr à l’époque, elle a beaucoup serti, et elle est restée intacte jusqu’à ce jour, une pince basique sera suffisante pour un travail non intensif, les pinces pour un usage intensif et nécessitant moins d’attentions et de manipulations commencent à plus de 10 fois la valeur d’une bonne pince à sertir basique, toujours si on y met la qualité pour obtenir un travail fiable et impeccable
Ce qu’il ne faut pas faire:
- Ne pas torsader le conducteur avant de le rentrer dans le fût, les fils en se chevauchant vont s'écraser mutuellement et se marquer, formant une empreinte dans chacun des fils les fragilisant en créant une amorce de rupture sous une traction importante.
- Ne pas dénuder au cutter l’isolant du conducteur (risque de rupture de brins de fils).
- Il ne doit pas manquer des brins au conducteur. (casse future due aux vibrations)
- Ne pas étamer le fil avant de sertir.
- L’empreinte de sertissage ne doit pas être faite en bout de fût ou du manchon afin d’éviter de fragiliser le bout du conducteur par un écrasement trop ponctuel. La plupart des sertissages fait de cette sorte ne tiennent pas et peuvent être arrachés à la main
- Ne pas sertir à l’envers les cosses.
- Ne pas démonter les butées.
Une présentation sommaire chez 3M
http://multimedia.mmm.com/mws/mediawebserver.dyn?6666660Zjcf6lVs6EVs66sWsUCOrrrrQ-
Une autre explication
http://hitechmarketing.net/Com/fpsq/Doc/Terminal_sans_soudure_fr.pdf
Voici la photo d'une cosse à sertir non isolée de qualité. ce type de cosse est sertie avec le type de pince à sertir mentionnée plus bas par Francis 26
Remarquez les deux renflements qui améliorent la fixation mécanique du fil conducteur
https://servimg.com/view/11337638/102
Voici une pince à sertir basique pour les cosses isolées, même de qualité, mais mal utilisée, cette pince peut faire de très mauvais sertissages, cependant cet outil permet de passer rapidement d'une section de fil à un autre tout en changeant de type de cosse, c'est la dextérité de la main et le coup d'œil de l'opérateur qui conditionneront la qualité du sertissage
https://servimg.com/view/11337638/103
ou
https://servimg.com/view/11337638/105
Une pince à sertir à usage intensif et calibrée, son usage nécessite moins d'attention de la part de l'utilisateur, bien réglée en fonction du fil et de la cosse, le travail est parfait
https://servimg.com/view/11337638/106
Celle que j'utilise avec quelques commentaires
https://i.servimg.com/u/f83/11/33/76/38/pince_14.jpg
Comme d'hab, merci de me corriger si j'ai fait des erreurs ou oublis
A vos pinces et ou vos fers à souder
Cordialement
BonusSertissages de cosses isolées
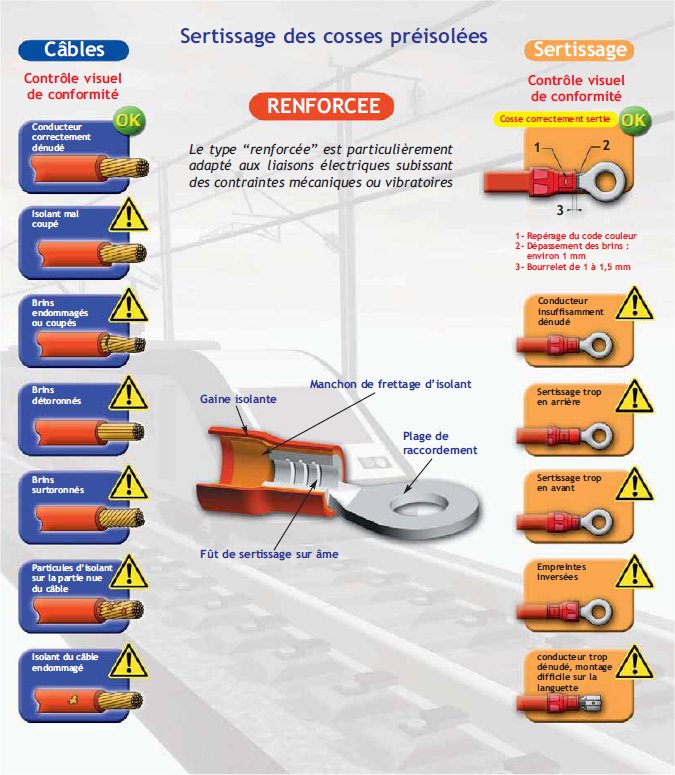
Sertissage de cosses tubulaires

Images issues du site suivant
http://www.mecatraction.fr/IMG/pdf/connectique_ferroviaire-2.pdf
Et encore
http://www.electronique-applications.com/files/LeSertissage.pdf



















